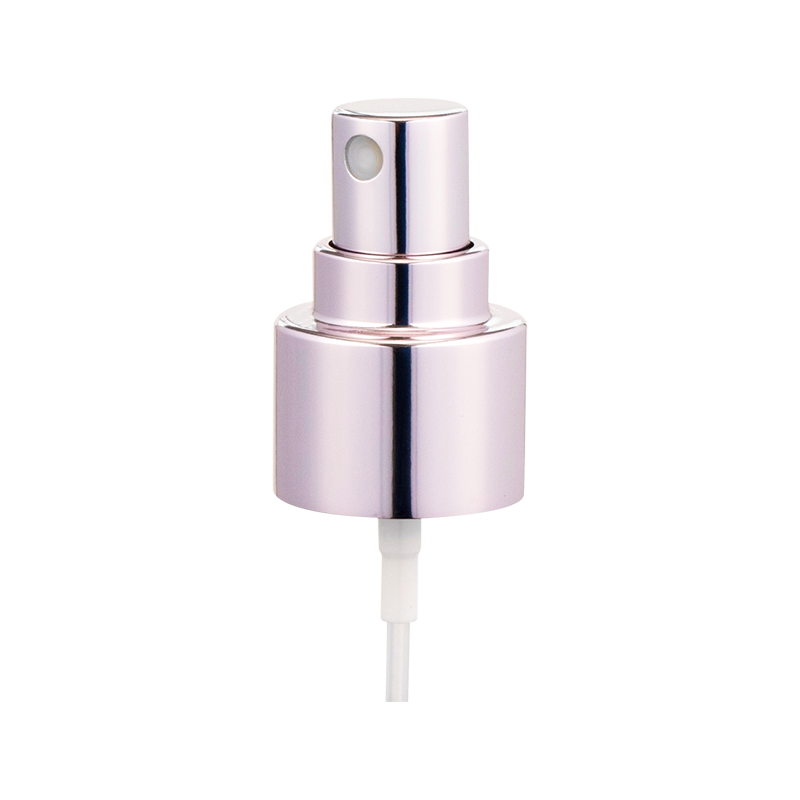
Bomba de pulverización de niebla de aluminio electroquímica


En el campo del embalaje de cosméticos, aluminio electroquímico Las cubiertas han surgido como el accesorio preferido para productos de alta gama, gracias a sus propiedades de material únicas y su expresividad visual. Su ventaja central proviene de una estructura compuesta de múltiples capas: la capa base utiliza aleación de aluminio de alta resistencia, que sufre un tratamiento electroquímico para formar una película de óxido denso. Esto no solo conserva la textura y la dureza del metal, sino que también mejora la resistencia a la corrosión. La capa superficial está unida con una película de aluminio electroquímico, que, a través de un enchapado de aluminio al vacío, imparte un brillo metálico que puede presentar una variedad de efectos visuales como oro, plata y colores deslumbrantes. En comparación con las cubiertas de plástico ordinarias, las cubiertas de aluminio electroquímicas ofrecen un rendimiento de sellado superior: su mordida de roscas maquinadas con precisión con la boca de la botella, combinada con un anillo de sellado de silicona incorporado, bloquea efectivamente el aire y la humedad de ingresar al recipiente, extendiendo la vida útil de los cosméticos, especialmente los productos propensos a la oxidación como los sueros y las cremas. En términos de experiencia del usuario, estas cubiertas tienen un peso moderado (generalmente 10-20 gramos), con una sensación suave de apertura y cierre acompañado de un sonido metálico sutil, que brinda a los consumidores una experiencia sensorial dual de tacto y audición. Además, sus superficies pueden presentar patrones y texto intrincados a través de procesos como estampado en caliente y grabado con láser, mejorar el reconocimiento de la marca y el atractivo artístico, cualidades que han solidificado su posición en el mercado de cosméticos de alta gama, donde la calidad y el tono son primordiales.
Las cubiertas de aluminio electroquímicos cosméticos son propensas a los rasguños de la superficie durante el transporte o el uso, afectando su integridad visual, pero los métodos de reparación dirigidos pueden abordar este problema. Para rasguños menores, aquellos que solo dañan la película de aluminio electroquímico superficial sin alcanzar el material de aluminio base, las herramientas de reparación incluyen papel de lija fino (1500 grano o superior), pasta de pulido de metal y un paño de algodón suave. Durante la operación, primero sumerja una pequeña cantidad de pasta de pulido con la tela y frote suavemente el área rayada en un movimiento circular durante 1-2 minutos, utilizando la acción abrasiva de la pasta para desvanecer el rasguño. Si el rasguño permanece visible, lije ligeramente el área con papel de lija fino cocido al agua (que sostiene el papel de lija en un ángulo de 45 grados a la superficie con presión uniforme), luego pule nuevamente con la pasta hasta que el rasguño desaparezca. Para rasguños más profundos que exponen el aluminio base, el área dañada primero debe llenarse: seleccione una pintura de reparación de metal que coincida con el color de la cubierta (como la plata o el oro), use un cepillo fino para aplicar una pequeña cantidad uniformemente en el rasguño y déjela secar en un área bien ventilada durante 2-3 horas. Una vez completamente seco, lije ligeramente el área reparada con papel de lija de grano 1500 hasta que esté al ras con la superficie circundante, luego pule toda la superficie con pasta para que coincida con el brillo original. Después de la reparación, evite rascar con objetos duros; Es aconsejable rociar un agente protector transparente (como un recubrimiento de silicio a escala nano a escala) en la superficie para mejorar la resistencia al desgaste.
El rendimiento de sellado de las cubiertas de aluminio electroquímicos cosméticos y las botellas de vidrio afecta directamente la vida útil del producto y requiere verificación a través de pruebas estandarizadas. La preparación para las pruebas incluye equipos como un probador de opresión al vacío, un baño de agua de temperatura constante y una escala electrónica con precisión de 0.1 gramos. Las muestras de prueba consisten en botellas cosméticas ensambladas (incluidas las cubiertas electroquímicas de aluminio y las botellas de vidrio llenas con un líquido simulado como el agua desionizada). El primer paso es una prueba de presión negativa: coloque la muestra en el probador de vacío, establezca el grado de vacío en -0.08MPA y manténgala durante 30 minutos. Observe las burbujas en la botella: cualquier burbujas indica una falla del sello. El segundo paso es una prueba de presión positiva: invertir y asegurar la muestra, aplicar agua jabonosa a la unión de la cubierta y la boca de la botella, inyectar aire comprimido en la botella a 0.2MPa y mantener durante 1 minuto. Si no se forman burbujas en el agua jabonosa, el sello está intacto. El tercer paso implica una prueba de ciclo térmico: coloque la muestra en un baño de agua de 40 ℃ durante 30 minutos, luego transfiérala a un entorno de -5 ℃ durante otros 30 minutos. Repita 5 ciclos, luego retire y pese la muestra; una tasa de cambio de peso ≤0.1% indica un rendimiento de sellado calificado. Finalmente, una prueba de vibración: asegure la muestra a una máquina de prueba de vibración con una amplitud de 2 mm y una frecuencia de 30 Hz, vibra durante 2 horas, luego vuelva a verificar el sello para asegurarse de que permanezca intacta durante los baches de transporte.
Patrones de estampado en caliente en las cubiertas de aluminio electroquímicos cosméticos, como logotipos de marca y diseños decorativos, deben tener suficiente firmeza para evitar el pelado durante el uso, con pruebas que se adhieren a múltiples estándares. Primero está la prueba de adhesión: aplique firmemente la cinta de 3M (Modelo 600) a la superficie estampada en caliente, presione con los dedos para garantizar que no hay burbujas de aire, deje reposar durante 1 minuto, luego despegar rápidamente la cinta en un ángulo de 45 grados. La adhesión está calificada si el patrón permanece intacto y no hay transferencias de tinta a la cinta. La segunda es la prueba de abrasión: use una máquina de prueba de desgaste con fieltro de lana como medio de fricción, aplique 500 g de presión y frote la superficie estampada a 30 ciclos por minuto durante 200 ciclos. El patrón debe permanecer legible con solo ropa menor para cumplir con los estándares. La prueba de resistencia a la temperatura implica colocar muestras en un horno de 60 ℃ y un refrigerador -10 ℃ durante 24 horas cada una, luego verificar las grietas, la decoloración o la pelado después de regresar a la temperatura ambiente. La prueba de resistencia al solvente utiliza un paño de algodón sumergido en 75% de alcohol para limpiar el patrón 50 veces con 500 g de presión, sin desvanecimiento o daño indica una buena resistencia química. Estas pruebas deben realizarse antes de la producción en masa para garantizar procesos de estampado en caliente estable y confiable.
Las cubiertas de aluminio electroquímicos cosméticos son susceptibles a la corrosión y al óxido en ambientes húmedos, como baños o durante la temporada de lluvias del sur de China, solicitan múltiples procesos para mejorar la resistencia a la corrosión. En la etapa de tratamiento base, la aleación de aluminio sufre anodización: sumerja la cubierta en un electrolito de ácido sulfúrico y aplique corriente continua para formar una película de óxido de 5-10 μm de espesor. Esta película porosa puede absorber sustancias protectoras posteriores, mejorando significativamente la resistencia a la corrosión. Después de la oxidación, sigue un proceso de sellado: remoja las cubiertas en agua desionizada por encima de 95 ℃ durante 30 minutos para cerrar los poros de la película de óxido, formando una densa capa protectora. Para productos de alta demanda, el sellado de sal de níquel puede mejorar aún más los efectos anticorrosión. La protección de la superficie implica agregar una imprimación de poliuretano entre la película de aluminio electroquímico y la base de aluminio para mejorar la adhesión mientras bloquea la penetración de humedad. La superficie se puede recubrir con una capa transparente de fluorocarbono (de 3-5 μm de espesor), que ofrece una excelente resistencia a la intemperie e impermeabilización, aislando efectivamente el aire húmedo de la superficie de aluminio. Además, se instala un anillo de sellado de silicona de grado alimenticio dentro de la cubierta donde se pone en contacto con la botella de vidrio, aumentando el sellado mientras evita el contacto directo entre el metal y el líquido. Estos procesos combinados garantizan la estabilidad a largo plazo de las cubiertas electroquímicas de aluminio en ambientes húmedos.
A medida que crece la demanda de envases ecológicos, el desarrollo de alternativas ecológicas a las cubiertas de aluminio electroquímicos cosméticos se ha convertido en un enfoque de la industria, con varias rutas viables surgiendo. Para los compuestos de base biológica, la fibra de bambú mezclada con PLA (ácido poliláctico) puede ser moldeado por compresión y con aluminio vacío en la superficie, reteniendo una apariencia metálica al tiempo que permite que el material base se degrade naturalmente, reduciendo el consumo de recursos de aluminio. Las pruebas muestran que este compuesto logra a 80 costas d dureza, se acerca a los niveles de aleación de aluminio y cumple con los requisitos de uso básicos. La reutilización de aluminio reciclada representa otra dirección clave: las cubiertas de aluminio electroquímicos descartadas de trituración, purificación y remelulación para producir otras nuevas y las emisiones de carbono reducen las emisiones de carbono en más del 90%. El aluminio reciclado coincide con las propiedades mecánicas del aluminio virgen, que requiere solo un paso de limpieza electrolítico adicional durante el tratamiento de la superficie para eliminar las impurezas. Las opciones sin aluminio utilizan cerámicas de alta pureza, metalizadas después de la sinterización de alta temperatura. Aunque más costoso, la cerámica ofrece corrosión superior y resistencia al desgaste en comparación con el aluminio, adecuado para el envasado de cuidado de la piel natural de alta gama. Estas alternativas mantienen la funcionalidad y la estética de las cubiertas de aluminio electroquímico al tiempo que reducen significativamente el impacto ambiental, con ensayos a pequeña escala ya en marcha.

¿Por qué la bomba de aluminio es la opción ideal para aplicaciones ligeras resistentes a la corrosión?

Redefine su rutina de maquillaje: la bomba de aerosol de aluminio eléctrica multifuncional
 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA
 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA
 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA

 GRAN VENTA
GRAN VENTA
Categorías de noticias
Publicaciones recientes



DERECHOS DE AUTOR Zhejiang Aluminio Master Packing Co., Ltd. RESERVADOS TODOS LOS DERECHOS.
Fabricantes de bombas de botellas de cosméticos de China

